VỊ TRÍ VÀ YÊU CẦU CHUNG CỦA LẮP RÁP TỔNG THÀNH HỘP SỐ
1. Vị trí của công tác lắp ráp
Lắp ráp là khâu cuối cùng của quá trình công nghệ . Nó ảnh hưởng trực tiếp đến chất lượng sửa chữa xe và tổng thành. Nội dung chủ yếu của công việc lắp ráp là tập hợp các chi tiết thành từng cụm rồi trên cơ sở các cụm và chi tiết rồi lắp thành tổng thành . Rồi từ các cụm tổng thành và chi tiết lại được lắp ráp thành xe hoàn chỉnh .
2. Yêu cầu chung của công tác lắp ráp tổng thành.
– Đảm bảo cho từng cặp lắp ghép đúng độ dơ , độ chặt cho phép.
– Đảm bảo độ chính xác về vị trí tương đối giữa các chi tiết , giữa các cụm máy , giữa các tổng thành theo yêu cầu thiết kế .
– Đảm bảo chi tiết sạch sẽ , không có bụi cơ học .
– Đảm bảo yêu cầu và độ kín khít , không bị rò rỉ dầu và hơi nước .
– Đảm bảo cho các chi tiết không chịu ứng suất trước và sau khi kết thúc công việc lắp ráp .
Phân nhóm chi tiết của hộp số
Phân nhóm chi tiết
Để đảm bảo đúng các yêu cầu của quy trình công nghệ lắp ráp ta phải phân chia tổng thành lắp ráp thành các nhóm hoặc các phân nhóm lắp ráp . Như vậy ta sẽ có các nhóm lắp ráp sau :
Nhóm1: Nhóm vỏ (cacte) của hộp số. Nó bao gồm các chi tiết sau :
– Vỏ dưới (cacte) của hộp số;
– Mặt bích của các trục bị động ;
– Bu lông mặt bích;
– Mặt bích của cơ cấu số lùi;
– Các lấm đệm;
– Mặt bích trục trung gian;
– Đệm vênh.
Nhóm2: Nhóm trục và bánh răng số lùi. Nó có các chi tiết sau :
– Trục số lùi.
– Khối bánh răng số lùi (bánh răng liền) : Z = 25.
– Ổ bi đũa.
– Ống cách.
Nhóm3: Nhóm trục trung gian. Nó bao gồm các chi tiết sau :
– Trục trung gian.
– Vòng hãm.
– Ô bi đũa.
– Các bánh răng trung gian : Z 24 , Z 26 , Z 27 , Z 29
– Bạc cách giữa các bánh răng.
– Các ổ bi
– Êcu trục trung gian.
– Các then bán nguyệt.
Nhóm4: Nhóm trục bị động nó bao gồm các chi tiết :
– Trục bị động ;
– Ô bi đũa liên kết giữa trục bị động và trục chủ động;
– Bánh răng của số truyền thẳng.
– Các bánh răng của trục thứ cấp. Z5 ; Z6; Z12 ; Z14 ;
– Bộ đồng tốc số 4.
– Ô bi bên phải.
– Vòng hãm ổ bi.
– Mặt bích phanh dừng;
Nhóm5: Nhóm trục chủ động. Nó bao gồm các chi tiết sau :
– Trục sơ cấp + bánh răng liền trục;
– Ổ bi đũa ;
– Vòng hãm trục sơ cấp ;
– Nắp ổ trượt sơ cấp ;
– Ê cu hãm ;
– Vòng hãm của nắp ổ trượt sơ cấp.
Nhóm6: Nhóm nắp vỏ hộp số và các cơ cấu điều khiển.
– Nắp vỏ hộp số.
– Các dĩa sang số 2 và 3 , 4 và 5 , 1 và số lùi.
– Ông lót định vị.
– Bi của chốt định vị.
– Lò xo chốt định vị.
– Chốt khoá cần số.
– Bi của bộ khoá cần số.
– Tay gạt điều khiển cần số.
– Lò xo đĩa có tác dụng định vị cần số.
– Chốt hãm của cần số có tác dụng tránh vào số lùi tự động.
– Các trục vào số , lắp ghép với các dĩa sang số.
– Nắp trên có tác dụng bảo vệ cần gạt hộp số.
Nhóm 7: Nhóm vít , đai ốc của cửa xả dầu , tra dầu.
Nhóm 8: Nhóm que thăm dầu.
Như vậy toàn bộ tổng thành hộp số chia làm 10 nhóm và nhóm vỏ là nhóm cơ bản.
Quy trình công nghệ lắp ráp nhóm hộp số
Trong một quy trình công nghệ lắp ráp tổng thành thì khâu bắt đầu phải là chi tiết cơ bản hoặc phân nhóm cơ bản. Còn kết thúc quy trình công nghệ là một tổng thành hoàn chỉnh.
Các chi tiết hoặc nhóm chi tiết được thể hiện trên sơ đồ quy trình công nghệ lắp ráp bằng một ô hình chữ nhật có kích thước :
Ô số 1: Ghi tên chi tiết hoặc nhóm.
Ô số 2: Ghi mã số.
Ô số 3: Ghi số lượng chi tiết.
Trên sơ đồ ta thường ghi điểm chú ý là : D
Các khâu kiểm tra trên quy trình công nghệ được ký hiệu là : K
Trên sơ đồ quy trình công nghệ lắp ráp ở dưới đường dây được thể hiện các nhóm lắp ráp còn các chi tiết trên đường dây là các chi tiết lắp ghép.
Quy trình công nghệ lắp ráp hộp số theo nhóm:
Nhóm cơ bản : Nhóm 1.
Các nhóm còn lại được lắp ráp theo đúng thứ tự.
Các chi tiết lắp ghép : Các bu lông , đai ốc.
Lập sơ đồ lắp ghép
1. Các phương pháp lắp ráp và lựa chọn.
a. Các phương pháp lắp ráp.
Căn cứ vào việc lựa chọn dung sai và quá trình lắp ráp người ta chia lắp ráp tổng thành thành 5 phương pháp :
Phương pháp lắp lẫn hoàn toàn :
Ở phuơng pháp này tất cả các chi tiết cùng loạt được tiêu chuẩn hoá . Một chi tiết bất kỳ nào trong đó đều có khả năng lắp vào cặp lắp ghép bất kỳ mà dung sai về khe hở (độ căng) và các yêu cầu kỹ thuật khác đều nằm trong phạm vi cho phép .
Với phương pháp lắp lẫn hoàn toàn này nó làm đơn giản quá trình lắp ráp . Mặt khác phương pháp này có thể đạt năng suất cao , đòi hỏi trình độ công nghệ cao , dễ xác định mức lao động trong lắp ghép .
Phương pháp lắp lẫn không hoàn toàn :
Là phương pháp cho phép mở rộng phạm vi dung sai của các khâu thành phần để dễ chế tạo nhưng khi lắp vào vẫn phải đảm bảo yêu cầu của khâu khép kín do thiết kế của khâu đề ra .
Khi thực hiện phương pháp lắp lẫn không hoàn toàn này thường được áp dụng cho những cặp lắp ghép có độ chính xác cao nhưng lại có nhiều khâu thành phần .
Phương pháp lắp ráp chia nhóm chọn lắp:
Là phương pháp có thể lắp lẫn trong một nhóm có giới hạn dung sai nhất định . Ở phương pháp này thì giới hạn dung sai của cặp lắp ghép sau khi lắp ghép xong sẽ bé hơn nhiều so với giới hạn dung sai cho phép :
dD = Dmax – Dmin = et – el .
trong đó :
Dmax , Dmin : Khe hở lớn nhất và nhỏ nhất của cặp lắp ghép .
et , el : Dung sai của trục và lỗ .
Khi thực hiện theo phương pháp chia nhóm chuẩn lắp thì các chi tiết sẽ được chia làm nhiều nhóm (n nhóm) làm cho dung sai của cặp lắp ghép sẽ nhỏ đi (n lần) là : dD/n
Phương pháp này được áp dụng rộng rãi trong ôtô , máy kéo .
Phương pháp lắp ráp dùng vật đệm:
Ở phương pháp này dung sai lắp ghép cuối cùng của một chuỗi kích thước thường được đảm bảo bằng vật đệm , bu lông , chốt hay gián cao lệch tâm. Việc lắp ráp như vậy sẽ làm cho quá trình lắp ráp đơn giản đi , phạm vi dung sai không cần khắt khe , thuận tiện khi gia công . Sau một thời gian sử dụng các chi tiết có thể bị hao mòn , khe hở bị thay đổi thì người ta có thể tiến hành điều chỉnh lại bằng cách thay đổi chiều cao bu lông.
Phương pháp lắp ráp có sửa nguội:
Là phương pháp lắp ráp cho phép giảm bớt đi một lượng kim loại hay đổi một giá trị kích thước bất kỳ để khi lắp ghép đảm bảo đúng yêu cầu kỹ thuật. Ở phương pháp này các chi tiết được sửa lắp từng cặp một nhằm đảm bảo một dung sai giới hạn bé nhất . Phương pháp này thường áp dụng để lắp ghép chi tiết yêu cầu độ chính xác cao.
VD: Phương pháp cạo già biên , piston , bu lông động cơ .
Việc áp dụng phương pháp lắp ráp này tốn nhiều lần sửa nguội (30 – 45 (s)) .
Người ta thường áp dụng phương pháp này để lắp ghép cặp chi tiết theo kích thước tự do và nó làm cho việc sửa lắp càng phổ biến.
b.Lựa chọn phương pháp lắp ráp.
Như vậy căn cứ vào nội dung của các phương pháp lắp ghép trên và đặc điểm của tổng thành cần lắp ráp (hộp số ôtô) đó là : Độ chính xác cao , nhiều chi tiết phức tạp , thao tác lắp ráp khó khăn .. cho nên ta không chọn riêng một phương pháp lắp riêng nào cả mà nó tổ hợp tất cả các phương pháp lắp ráp trên.
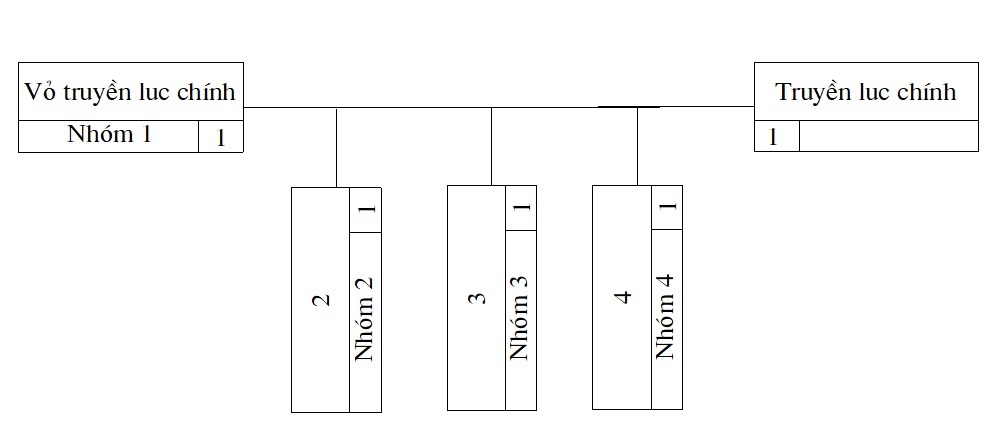
2. Quy trình công nghệ lắp ráp nhóm của tổng thành.
Sơ đồ là trình tự các quy ước các nhóm lắp ghép thể hiện ở dạng chung nhất, không có phân nhóm, chi tiết và các chỉ dẫn.
Sơ đồ được trình bầy như sau :
Quy trình công nghệ lắp ráp mở rộng nhóm cụ thể.
Theo yêu cầu đề ra cần lập quy trình công nghệ lắp nhóm bánh răng trục chủ đông . Theo sự phân nhóm ở trên thì nhóm cần lắp ghép là nhóm 5, nhóm này bao gồm các chi tiết :
– Trục sơ cấp + bánh răng liền trục;
– Ổ bi đũa ;
– Vòng hãm trục sơ cấp ;
– Nắp ổ bi ;
– Ê cu hãm ;
– Vòng hãm của nắp ổ bi;
– Bu lông nắp ổ bi;
– Đệm vênh;
– Bạc trục.
Sơ đồ quy trình được thể như sau:
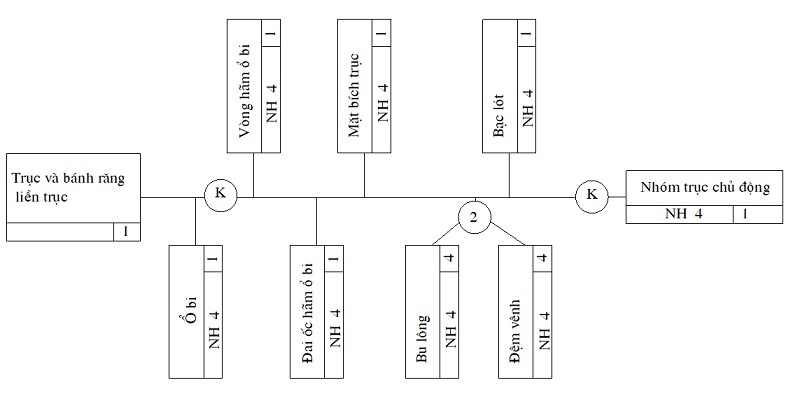
Sơ đồ quy trình công nghệ lắp ráp mở rộng của trục chủ đông
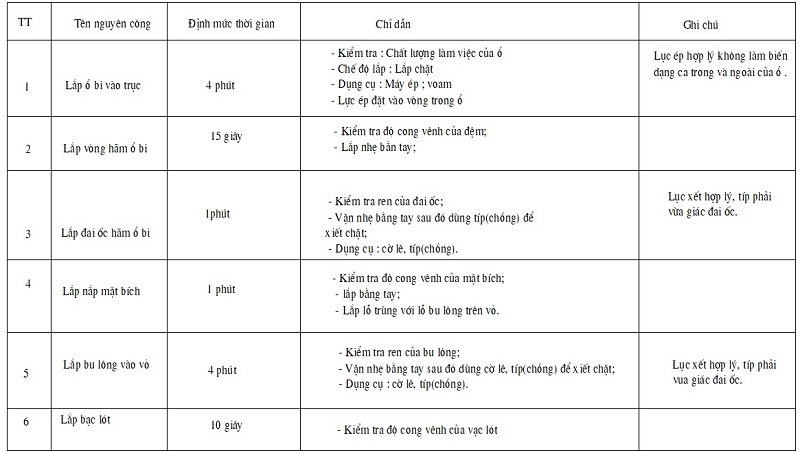
Lập phiếu công nghệ lắp ráp mở rộng của nhóm