Ngày nay tốc độ gia tăng ô tô ở nước ta diễn ra khá nhanh chóng, với mức tăng bình quân hàng năm khoảng 6 – 8 % năm. Với rất nhiều chủng loại ô tô khác nhau. Bên cạnh những công ty trong nước như “ Tổng công ty công nghiệp ô tô Việt Nam” thì còn có xe của các hãng liên doanh với nước ngoài như : Toyota, Ford, Isuzu, Hino,…
Trước đây khi mà nền ô tô trong nước chưa đáp ứng đủ nhu cầu trong nước thì chúng ta phải nhập khẩu rất nhiều loại xe chủ yếu là của Hàn Quốc. Do đó trên thị trường ô tô có rất nhiều loại xe, mác xe khác nhau. Đối với các xe lắp ráp trong nước thì khi hỏng hóc phụ tùng để thay thế cũng rất khó khăn bởi vì các nhà máy chế tạo phụ tùng ở nước ta còn rất ít. Đối với các xe nhập khẩu không phải lắp ráp trong nước thì việc thay thế phụ tùng cũng gặp nhiều trở ngại một mặt do giá thành cao, mặt khác không có phụ tùng thay thế.
Do đó công tác phục hồi đóng vai trò rất quan trọng trong thời điểm hiện nay khi mà nền công nghiệp chế tạo phụ tùng chưa phát triển kịp thời so với sự tăng trưởng quá nhanh chóng của thị trường ô tô. Sau đây chúng tôi sẽ giới thiệu đến các bạn 1 chi tiết rất quan trọng trong ô tô đó là trục các đăng ô tô.
CÔNG DỤNG, PHÂN LOẠI, YÊU CẦU CÁC ĐĂNG
Công dụng các đăng
Các đăng và khớp nối là cơ cấu nối và truyền mômen. Nó được sử dụng để truyền mômen giữa các cụm không cố định trên cùng một đường trục và các cụm này có thể bị thay đổi vị trí tương đối trong qua trình làm việc. Ví dụ trong hệ thống truyền lực của ôtô, các đăng được dùng để nối giữa hộp số với cầu chủ động (hình 6.1.a) hoặc để nối giữa cầu chủ động với bánh xe ở hệ thống treo độc lập (hình 6.1.b)
Vì đặc điểm trên nên truyền động các đăng không những phải bảo đảm động học giữa đầu vào và đầu ra mà còn phải có khả năng dịch chuyển dọc trục để thay đổi độ dài của trục các đăng.
Ngoài ra, để truyền mômen với khoảng cách lớn, thân trục các đăng có thể được chế tạo thành hai phần: Một phần gắn lên thân xe, phần còn lại gắn với cầu xe. Giữa các đoạn thân có thể là khớp nối.
Phân loại các đăng
Các đăng có thể phân loại theo công dụng, đặc điểm động học hoặc kết cấu.
a. Theo công dụng
Theo công dụng của các đăng, người ta chia thành các loại sau:
– Các đăng nối giữa hộp số với cầu chủ động;
– Các đăng nối giữa cầu chủ động với bánh xe chủ động;
– Các đăng nối giữa hộp số với các thiết bị phụ: bơm thuỷ lực, tời kéo…
b. Theo đặc điểm động học
Theo đặc điểm động học của các đăng, người ta chia thành các loại sau:
– Các đăng khác tốc: Tốc độ quay của trục chủ động và bị động qua một khớp các đăng là khác nhau;
– Các đăng đồng tốc: Tốc độ quay của trục chủ động và bị động qua một khớp các đăng là bằng nhau;
– Khớp nối: Khớp nối khác các đăng là khả năng truyền mômen giữa trục chủ động và bị động qua khớp nối giới hạn trong khoảng 3 độ – 6 độ.
c. Theo kết cấu
Theo kết cấu của các đăng người ta chia thành các loại sau:
– Các đăng có trục chữ thập;
– Các đăng bi;
– Khớp nối đàn hồi, cho phép làm việc ở góc truyền giới hạn.
Yêu cầu các đăng
– Ở bất kỳ số vòng quay nào, trục các đăng cũng không bị võng và va đập, cần phải giảm tải trọng động do mômen quán tính sinh ra đến một trị số đảm bảo an toàn;
– Các trục các đăng phải đảm bảo quay đều và không sinh ra tải trọng động;
– Đối với các đăng đồng tốc phải đảm bảo chính xác về động học trong quá trình làm việc khi trục chủ động và bị động lệch với nhau một góc bất kỳ để đảm bảo hai trục quay cùng tốc độ;
– Kết cấu đơn giản, dễ chế tạo, có độ bền vững cao, hiệu suất truyền động cao.
CÁC ĐĂNG KHÁC TỐC
Sơ đồ cấu tạo và động học
Cấu tạo của các đăng khác tốc bao gồm nạng chủ động 5, nạng bị động 6 và chạc chữ thập 3. Nạng chủ động 5 được nối với trục 1 bằng then hoa và có hai lỗ 2. Nạng bị động 6 cũng được nối với trục bị động 4 bằng then hoa và cũng có hai lỗ 2.
Chạc chữ thập 3 gồm hai chốt đặt vuông góc và cố định với nhau thành hình chữ thập. Các chốt của chạc chữ thập được lắp ghép với các lỗ 2 của nạng chủ động 5 và nạng bị động 6.
• Động học
Động học của các đăng khác tốc:
Khi trục chủ động A của khớp các đăng quay được một vòng thì trục bị động B cũng quay được một vòng. Bán kính quay của khớp lớn nhất (r2) khi trục chữ thập vuông góc với trục chủ động (ứng với các góc quay 90 độ, 270 độ). Bán kính bé hơn (r1) khi trục chữ thập không vuông góc với trục chủ động (ứng với các góc 0 độ, 180 độ hoặc 360 độ).
Vì vận tốc dài nạng khớp các đăng của trục bị động thay đổi mỗi khi quay qua góc 90o, nên nó sinh ra sự thay đổi về vận tốc góc tương đối so với trục chủ động. Sự thay đổi này càng lớn nếu góc hợp bởi giữa trục chủ động và bị động càng lớn.
Lợi dụng tính chất động học trên nếu bộ truyền các đăng sử dụng hai khớp các đăng Trục bị động của khớp các đăng phía trước lại là trục chủ động của khớp các đăng phía sau, còn trục bị động của khớp các đăng phía sau cũng là trục bị động của bộ truyền các đăng. Hướng của hai nạng trên trục trung gian phải trùng nhau trong một mặt phẳng. Góc hợp bởi trục chủ động với trục trung gian phải bằng góc hợp bởi trục trung gian với trục bị động (1 = 2).
Với cấu tạo như trên, khi trục chủ động của khớp các đăng trước quay với vận tốc góc đều thì trục bị động của nó là trục trung gian của bộ truyền sẽ quay không đều. Nhưng trục trung gian lại là trục chủ động của khớp các đăng phía sau nên khi nó quay không đều nhưng lại cho trục bị động của khớp các đăng phía sau quay đều. Có nghĩa là nếu trục chủ động và bị động của bộ truyền các đăng có vận tốc góc là 1 và 2 thì 1 = 2.
Để bảo đảm tốc độ góc của trục chủ động và trục bị động của bộ truyền các đăng hai khớp chữ thập thì ngoài điều kiện góc 1 = 2 thì các nạng trên trục trung gian phải có hướng trùng nhau trong một mặt phẳng. Vì vậy khi lắp ráp hai nửa của trục trung gian có then hoa di trượt cần chú ý đặc điểm này.
Cấu tạo
Cấu tạo chung của trục các đăng bao gồm thân trục các đăng và khớp các đăng. Thông thường người ta sử dụng loại trục các đăng có hai khớp nối. Trong trường hợp khoảng cách truyền tương đối xa, khi tốc độ quay của trục các đăng khá lớn, trục có xu hướng bị võng và rung động nhiều thì người ta sử dụng trục các đăng hai thân ba khớp và có ổ đỡ trung gian.
Với cấu tạo như vậy chiều dài của mỗi đoạn các đăng sẽ ngắn hơn làm độ cứng vững tăng lên nên ít bị võng và rung động khi làm việc ở tốc độ cao.Bộ phận chính của bộ truyền các đăng là khớp các đăng. Khớp các đăng bao gồm một trục chữ thập và hai nạng gắn liền với trục chủ động và trục bị động của khớp các đăng. Trục chữ thập được liên kết với các lỗ trên hai nạng thông qua các ổ bi kim. Vòng bi kim được lắp vào trong nắp và nắp được ép vào lỗ trên nạng.
Để ngăn không cho vòng bi dịch chuyển ra ngoài khi trục các đăng làm việc ở tốc độ cao thì người ta sử dụng vòng hãm hoặc tấm hãm để cố định nắp vòng bi trong lỗ trên các nạng.Thân trục các đăng dùng để nối hai khớp các đăng với nhau. Thân trục thường được chế tạo bằng ống thép hình trụ rỗng nhằm giảm khối lượng, tăng độ cứng vững và tăng khả năng truyền mômen xoắn.Ngoài ra vì trong quá trình làm việc khoảng cách giữa hai khớp các đăng luôn thay đổi nên thân trục các đăng thường được chế tạo hai nửa và liên kết với nhau bằng then hoa. Do khi lắp ráp có thể làm hai nạng trên thân trục không trùng trên một mặt phẳng nên trên hai nửa thân trục thường có đánh dấu lắp ráp.
CÁC ĐĂNG ĐỒNG TỐC
Nguyên lý hình thành các đăng đồng tốc kiểu bi
Nguyên lý hình thành các đăng bi có thể xem xét trên cơ sở bộ truyền bánh răng côn ăn khớp có kích thước hình học giống nhau hoàn toàn
a. Bộ truyền bánh răng côn có kích thước hình học giống nhau
b. Bộ truyền thay đổi góc truyền lực bằng ăn khớp bi
c. Các đăng đốc tốc bi tự định vị
d. Các đăng đồng tốc bi có vòng định vị
Khi góc giữa hai đường tâm trục thay đổi, tức là khi thay đổi góc nghiêng truyền mômen giữa hai trục chủ động và bị động, điều kiện đồng tốc được thực hiện nếu:
– Giữ nguyên khoảng cách từ điểm truyền lực đến điểm giao nhau của hai đường tâm trục;
– Điểm truyền lực luôn luôn nằm trên mặt phẳng phân giác của góc tạo nên giữa hai đường tâm trục.
Trong trường hợp bộ truyền ăn khớp bi thì các viên bi phải nằm giữa trên mặt phẳng phân giác của góc tạo bởi hai đường tâm trục
Để giữ cho các viên bi truyền lực luôn nằm trên mặt phẳng phân giác trong kết cấu cụ thể có thể thực hiện theo các kiểu khác nhau:
– Tự định vị trên các rãnh cong
– Dùng các vòng định vị
Thông thường, các đăng đồng tốc được sử dụng để truyền lực cho bánh xe chủ động ở cầu dẫn hướng chủ động, vì góc quay của bánh dẫn hướng về hai phía có thể lên tới 30o – 40o.
Các dạng các đăng đồng tốc tiêu biểu dùng trên ôtô du lịch gồm có:
– Các đăng đồng tốc bi kiểu Veise;
– Các đăng đồng tốc bi kiểu Rzeppa;
– Các đăng đồng tốc kiểu Tripod;
– Các đăng đồng tốc kiểu chữ thập kép.
Các đăng đồng tốc bi kiểu Veise
Trên cầu trước dẫn hướng, chủ động có dầm cầu cứng, hệ thống treo phụ thuộc thường bố trí loại các đăng đồng tốc kiểu này.
Trục chủ động có nạng chữ C. Hai bên của một đầu nạng có các rãnh tròn để chứa các viên bi truyền lực. Các rãnh tròn này được tạo với rãnh cong tròn có tâm là tâm của khớp với cung cong cho phép viên bi di chuyển trên nó xấp xỉ 30o. Trong khớp có bốn viên bi nằm ngoài có nhiệm vụ truyền lực.
Trục bị động có cấu tạo tương tự nhưng lắp đối diện với các viên bi và tạo nên một rãnh ôm hai mặt với viên bi.
Một viên bi thứ 5 nằm giữa tâm khớp, hai phía được tì vào hai nửa trục truyền nhờ rãnh lõm hình chỏm cầu.
Các đăng đồng tốc bi kiểu Rzeppa
Loại các đăng đồng tốc kiểu này được sử dụng khá phổ biến trên ôtô du lịch cả với cầu chủ động dầm liền và với hệ thống treo độc lập.
Trục chủ động của các đăng một đầu nối với bánh răng bán trục của bộ vi sai và đầu còn lại lắp then hoa với một phần quả cầu, trên bề mặt ngoài có sáu nửa rãnh tròn.
Trục bị động là một hốc cầu có sáu nửa rãnh tròn trong, chứa các viên bi. Các viên bi nằm trong rãnh tròn giữa các nửa rãnh trong và ngoài và được định vị bằng vòng định vị dạng cầu. Vòng định vị nằm sát với vách cầu của trục chủ động, đóng vai trò tạo mặt phẳng phân giác chứa các viên bi. Góc lệch tối đa cho phép giữa hai đường tâm trục khoảng 40o.
Để thay đổi chiều dài của các đăng trong quá trình làm việc thì trục chủ động được ghép then hoa với quả cầu trong của các đăng. Khớp được bôi trơn bàng mỡ và được bao bọc bởi vỏ cao su dạng xếp.
Các đăng đồng tốc kiểu Tripod
Cấu tạo của các đăng Tripod gồm một thân bao hình trụ, trên đó xẻ ba rãnh dọc theo đường sinh. Thân bao hình trụ nối với trục chủ động bằng then hoa. Trục bị động lắp then hoa với một chạc ba và được cố định trên trục bằng hai vành hãm. Trên các đầu trục của chạc ba có bố trí các con lăn với hình bao ngoài dạng mặt cầu.
Con lăn vừa quay trên trục vừa có thể di chuyển dọc trên trục của nó. Các con lăn bị hạn chế không chạy ra ngoài bởi gờ cao trên rãnh của thân bao hình trụ. Toàn bộ khớp các đăng được bọc trong một vỏ bọc cao su đàn hồi.
Khớp các đăng loại này có khả năng truyền lực với góc lệch giữa hai đường tâm trục tới 25 độ và có khả năng di chuyển dọc trục lớn. Với các góc truyền lớn hơn 25o không có khả năng giữ điểm truyền lực trong mặt phẳng phân giác vì vậy khó đảm bảo khả năng đồng tốc.
Tuy vậy so với các kiểu các đăng đồng tốc khác, loại các đăng này có công nghệ chế tạo đơn giản và giá thành thấp hơn. Chúng thường được bố trí trên các ôtô mini buýt hay pick-up cùng với dạng các đăng đồng tốc bi khác để tạo nên trục truyền với hai đầu là hai loại khớp các đăng khác nhau, được dùng ở hệ thống treo độc lập.
Cấu tạo của các đăng loại kết hợp được sử dụng trên ôtô Toyota Crown. Một đầu là khớp các đăng kiểu Tripod và một đầu là khớp các đăng kiểu Rzeppa. Đầu có cấu tạo kiểu Tripod đặt ở phía ngoài tạo điều kiện liên kết với trụ đứng trong hệ treo độc lập đồng thời có khả năng di chuyển dọc trục lớn để bù chiều dài khi bánh xe dao động theo phương thẳng đứng.
Các đăng đồng tốc kiểu chữ thập kép
Các đăng đồng tốc kiểu chữ thập kép thực chất là sự biến hình của các đăng khác tốc kép, khi mà chiều dài của đoạn thân trục nối giữa hai khớp các đăng giảm bằng 0. Cấu tạo của khớp các đăng đồng tốc kép
Loại các đăng này thường thấy trên cầu dẫn hướng chủ động có dầm cầu liền của ôtô du lịch tốc độ thấp, các loại ôtô cao tốc không dùng. Trên đoạn giữa của các đăng đặt hai bộ ổ, hai trục chữ thập liền kề nhau chiều dài đoạn giữa còn vừa đủ để nối hai trục chữ thập.
CHỨC NĂNG, ĐIỀU KIỆN LÀM VIỆC, VẬT LIỆU CHẾ TẠO TRỤC CÁC ĐĂNG Ô TÔ
Phân tích vị trí chức năng trục các đăng
Các đăng là một khớp nối dùng để truyền mô men xoắn giữa các trục không nằm trên cùng một đường thẳng. Và thường cắt nhau dưới một góc a nào đó. Mà giá trị của a thay đổi.
Truyền động các đăng dùng để truyền mô men từ hộp số hay hộp phân phối đến các cầu chủ động. Truyền động các đăng còn dùng để truyền mô men đến các bánh xe chủ động là các bánh dẫn hướng. Nó cũng có thể truyền đến bộ phận trích dẫn công suất.
Nếu trục các đăng có cả hai khớp các đăng ở hai đầu thì gọi đó là truyền động các đăng kép. Hiện nay trên ô tô thường dùng loại này. Khi ô tô chuyển động do mặt đường gồ ghề nên cầu sau thây đổi vị trí, làm thay đổi chiều dài của các đăng. Vì vậy người ta chế tạo khớp các đăng có liên kết di động bằng rãnh thên hoa. Liên kết này gồm có một ống trục các đăng có rãnh then hoa ở bên trong. Và một trục các đăng có rãnh then hoa ở bên ngoài. Khi vị trí cầu xe thay đổi thì khớp then hoa trượt trên nhau do đó thay đổi được chiều dài các đăng.
Các mối nối trên trục các đăng dùng mỡ bôi trơn nhờ có các vú mỡ để tra mỡ. Mỡ được tra đủ cho đến kỳ đại tu
Ở chỗ khớp nối có trục chữ thập, các trục chữ thập này được đỡ nhờ có các ổ bi kim. Để các vòng bi kim không bị dơi ra khi xe chuyển động thì người ta dùng các vòng chặn.
Điều kiện làm việc trục các đăng
Khi làm việc thì trục các đăng chịu các tải trọng và trạng thái làm việc như sau:
- Chịu mô men xoắn truyền từ động cơ qua hộp số đến.
- Chịu lực dọc trục khi mà vị trí của cầu thay đổi.
- Chịu tải trọng động.
- Chịu dao động xoắn.
- Làm việc với các góc truyền mô men xoắn luôn thay đổi, điều kiện bôi trơn khó khăn.
- Số vòng quay bị hạn chế do số vòng quay nguy hiểm của trục các đăng. Nó phụ thuộc vào kết cấu, kích thước.
Vật liệu chế tạo trục các đăng
Nạng ống các đăng thường chế tạo bằng thép lá ít cácbon 15A, 20 và thép cácbon trung bình 40. Nạng trục các đăng chế tạo bằng thép cácbon trung bình 30, 40, 45. Chế tạo bằng phương pháp rèn dập, phương pháp nhiệt luyện tôi và ram. Phải đạt độ cứng từ 210 ¸ 280 HB.
Then hoa ở đầu trục các đăng chế tạo bằng thép cacbon trung bình 30X, 40X,40XHMA.
CÁC THÔNG SÔ KỸ THUẬT VÀ YÊU CẦU KỸ THUẬT TRỤC CÁC ĐĂNG
Các thông số kỹ thuật trục các đăng
- Góc nghiêng a của trục các đăng so với phương ngang, thực tế amax = 15 ¸ 200
- Chiều dài của nạng trục
- Đường kính của ống và của then hoa . Nếu mà đường kính của ống và then hoa mà tăng thì tăng được số vòng quay nguy hiểm của trục nạng các đăng.
- Khi trục rỗng và trục đặc có cùng đường kính D thì trục rỗng sẽ có tốc độ tới hạn cao hơn trục đặc, do trục rỗng nhẹ hơn trục đặc. Nên hiện nay thường dùng các đăng bằng ống to và mỏng.
- Hệ số ma sát m giữa then và ống nốI trục các đăng phụ thuộc vào chất lượng bôi trơn. Khi bôi trơn tốt m = 0,04¸ 0,06
Yêu cầu kỹ thuật trục các đăng
- Ở bất kỳ một tốc độ quay nào, tryền lực các đăng phải đảm bảo truyền mô men không có những dao động, va đập, không có tải trọng động lớn do mô men quán tính gây ra.
- Các đăng quay êm ít bị rung, không có hiện tượng cộng hưởng
- Hệu suất truyền động cao, kết cấu gọn nhẹ.
HƯ HỎNG, NGUYÊN NHÂN VÀ CÁCH PHỤC HỒI TRỤC CÁC ĐĂNG
Trong quá trình làm việc trục nạng các đăng thường bị mài mòn ở các bề mặt then hoa làm cho khe hở tăng dẫn đến khi làm việc sẽ phát sinh ra tiếng ồn. Nếu tiếp tục làm việc thì càng ngày độ dơ sẽ càng lớn.
Các hư hỏng và nguyên nhân trục các đăng
a) Các hư hỏng của trục nạng các đăng
-
- Toét mòn, xước bề mặt lắp ghép
- Trục các đăng bị cong
- Then hoa bị mòn
b) Nguyên nhân hư hỏng của trục nạng các đăng:
Do trong quá trình làm việc trục nặng các đăng chịu mô men xoắn lớn, chịu tải trọng động, va đập, khi xe chạy do thường xuyên trục các đăng bị thay đổi chiều dài nên cũng gây mài mòn. Mặt khác do trong quá trình tháo lắp làm cho bề mặt lắp ghép bị xước, bị mòn. Các đăng làm việc trong điều kiện bôi trơn không tốt, mối ghép dễ bị bụi bẩn cũng làm cho trục nạng các đăng bị mòn mà chủ yếu là ở bề mặt then hoa.
Các biện pháp phục hồi hư hỏng trục các đăng
- Toét mòn xước bề mặt lắp ghép
– Biện pháp phục hồi là: sửa lại các chỗ xước bằng cách tiện láng lại.
- Khi trục các đăng bị cong.
– Biện pháp phục hồi là: Lắp trục các đăng lên đồ gá chuyên dùng, đầu trục đặt trong đồ gá, đầu then hoa lắp trên mũi tâm của ụ động, kiểm tra độ đảo của phần giữa trục( Khi độ đảo vượt quá 1mm thì phải nắn lại). Yêu cầu kỹ thuật: Khi lắp lên đồ gá chuyên dùng độ đảo của phần giữa trục không vượt quá 0,5 mm. Mặt ngoài của đoạn then hoa không lớn 0,15 mm.
- Then hoa bị mòn.
– Biện pháp phục hồi là:
+ Làm sạch then hoa tới khi thấy ánh kim loại bằng bàn chải thép để chuẩn bị hàn đắp
+ Hàn đắp doạn trục then hoa bằng máy hàn tự động
+ Kiểm tra mặt vát lỗ tâm ở đầu trục then hoa, nếu hư hỏng thì sửa lại
+ Tiện đọan then hoa vừa hàn đắp khảo mặt đầu và sửa mặt vát
+ Phay then hoa, dũa vát cạnh then hoa
+ Tôi then hoa bằng dòng điện tần số cao
+ Mài then hoa
LẬP QUY TRÌNH CÔNG NGHỆ PHỤC HỒI TRỤC CÁC ĐĂNG XE Ô TÔ
PHÂN NHÓM TỔNG THÀNH VÀ DẠNG CHI TIẾT
Việc phân nhóm nhằm mục đích lựa chọn được quy trình phục hồi hợp lý cho chi tiết mhất là cho việc chọn chuẩn, định vị và kẹp chặt khi gia công. Đồng thời mang lại hiệu quả kinh tế cao cho việc phục hồi. Việc phân nhóm chi tiết phục hồi dựa trên hai nguyên tắc:
- Dựa vào hình dáng và tính chất của bề mặt gia công.
- Sự thống nhất trong chọn chuẩn khi gia công để thống nhất cách định vị và kẹp chặt chi tiết.
Theo cách phân nhóm như vậy có thể chia chi tiết phục hồi thành một trong 7 nhóm sau:
- Nhóm vỏ mỏng ( vỏ xe, cánh cửa, chắn bùn…)
- Nhóm vỏ dầy ( vỏ hộp số, truyền lực chính, thân động cơ…)
- Nhóm thanh tròn ( trục khuỷu, trục cam, trục các đăng…)
- Nhóm thanh không tròn ( thanh truyền, đòn quay…)
- Nhóm trụ rỗng ( xi lanh động cơ, moay ơ bánh xe…)
- Nhóm đĩa ( đĩa bị động của li hợp, đĩa phanh, bánh đà…)
- Nhóm chi tiết nối ghép (bu lông, đai ốc…)
Căn cứ vào cách phân nhóm như trên thì trục nạng các đăng được xếp vào nhóm thanh tròn. Đặc điểm của nhóm này là có bề mặt làm việc hình trụ tròn, thông thường được chế tạo bằng phưưong pháp rèn hay dập các thanh tròn .Vật liệu chế tạo là thép các bon, thép hợp kim, một số ít bằng gang cầu. Bề mặt định vị là các lỗ chống tâm, đôi khi dùng mặt ngoài.
Các hư hỏng đặc trưng là mòn các bề mặt then hoa, trục bị cong, các mặt đầu và mặt bích bị đảo, lỗ chống tâm bị sai lệch. Trong quá trình phục hồi trước tiên phải phục hồi lại các mặt chuẩn định vị, nắn cong sau đó mới đến gia công cơ khí.
LỰA CHỌN PHƯƠNG PHÁP PHỤC HỒI TRỤC CÁC ĐĂNG
1. Dạng hư hỏng trục các đăng
- Lỗ tâm bị sai lệch
- Trục các đăng bị cong
- Mòn, xước bề mặt lắp ghép do quá trình tháo lắp
- Then hoa bị mòn
2. Trình tự các bước nguyên công phục hồi trục các đăng
Quy trình công nghệ phục hồi trục các đăng theo dạng tiến trình:
– Nguyên công 1: Khoan sửa lỗ tâm
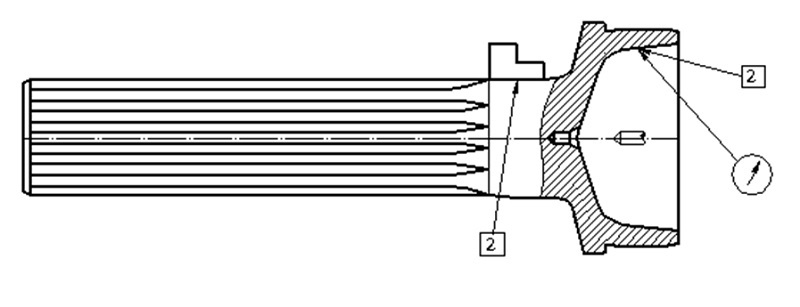
+ Kẹp trục nạng các đăng lên mâm cặp ( kẹp vào bề mặt I) của máy tiện. Sau đó rà gá trên bề mặt trong II. Gắn mũi khoan lên ụ động của máy tiện. Tiến hành khoan sửa mũi tâm bên phải.
– Nguyên công 2: Nắn lại trục: Kiểm tra độ đảo phần giữa trục bằng đồng hồ so, độ đảo phần giữa trục không được vượt quá 0,5 mm

– Nguyên công 3: Làm sạch then hoa đến khi thấy ánh kim loại, chuẩn bị để hàn đắp
– Nguyên công 4: Hàn đắp đoạn trục then hoa tới Æ 42 mm que hàn thép lò xo có đường kính 2 mm, sử dụng máy hàn tự động
- Nguyên công 5: Tiện đoạn then hoa vừa đắp đạt kích thước Æ 38 mm trên chiều dài 165 mm, khỏa sạch mặt đầu và sửa lại mặt vát 2,5´ 300 ( dùng máy tiện, dao T15K6)

- Nguyên công 6: Phay 16 rãnh then hoa có chiều dày đỉnh then 3,5 mm trên chiều dài 165 mm đảm bảo giữ kích thước Æ 33 mm, dũa vát cạnh then hoa 0,2´ 450

Yêu cầu kỹ thuật là độ bóng mặt then không thấp hơn Ñ7 độ không song song của mặt then hoa đối với đường tâm trục không vượt quá 0,05mm
- Nguyên công 7: Tôi then bằng điện tần số cao, độ cứng mặt then hoa phải đạt HRC 43 ¸
- Mài then hoa bằng máy mài chuyên dùng

| TT | Tên nguyên công | Thiết bị |
| 1. | Khoan sửa lỗ tâm | Máy tiện |
| 2. | Nắn thẳng trục | Máy ép thủy lực |
| 3. | Làm sạch then hoa để chuẩn bị hàn đắp | Dùng bàn chải sắt |
| 4. | Hàn đắp đoạn trục then hoa | Máy hàn tự động |
| 5. | Tiện đoạn then hoa vừa đắp | Máy tiện T15K6 |
| 6. | Phay 16 rãnh then hoa | Máy phay |
| 7. | Tôi then hoa bằng dòng điện tần số cao | Lò |
| 8. | Mài then hoa | Máy mài |
| 9. | Tổng kiểm tra |
THIẾT KẾ ĐỒ GÁ PHỤC HỒI TRỤC CÁC ĐĂNG
YÊU CẦU KỸ THUẬT ĐỐI VỚI ĐỒ GÁ NÓI CHUNG
Đồ gá là một trang bị công nghệ không thể thiếu được trong quá trình gia công cơ khí, trong quá trình kiểm tra các thông số kỹ thuật của chi tiế, trong quá trình lắp ráp các chi tiết máy thành một cụm hoặc tổng thành. Nhờ đồ gá mà người ta có thể nâng cao năng suất lao động, giảm bớt được rất nhiều thời gian phụ trong quá trình gia công. Nói chung một đồ gá thiết kế ra phải thỏa mãn được các yêu cầu sau:
- Đảm bảo yêu cầu về gia công (độ chính xác, độ bóng…)
- Nguyên lý đúng
- Nâng cao năng suất lao động, hạ giá thành sản phẩm
- An toàn dễ sử dụng, bảo quản
- Kết cấu đơn giản có tính công nghệ cao
PHÂN TÍCH NGUYÊN CÔNG CẦN THIẾT KẾ ĐỒ GÁ ĐỂ PHỤC HỒI TRỤC CÁC ĐĂNG
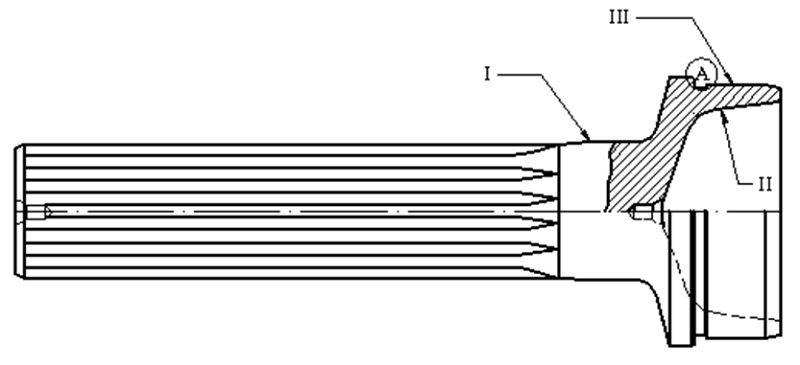
Đối với nguyên công khoan sửa lỗ tâm ta có thể tiến hành khoan trên máy tiện. Bề mặt chuẩn là bề mặt không hỏng I. Để tiến hành khoan sửa lỗ tâm thì trục nặng các đăng cần định vị 4 bậc tự do.
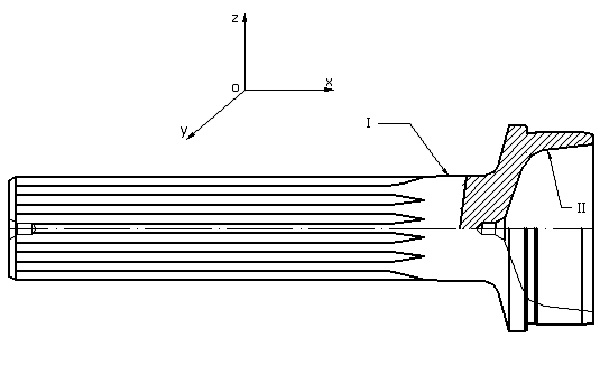
Bề mặt I được kẹp lên mâm cặp của máy tiện theo nguyên lý định vị chi tiết trụ ngắn nên bề mặt I định vị được 2 bậc tự do là các bậc tịnh tiến theo phương oz () và bậc tịnh tiến theo phương oy ().
Rà gá bề mặt trong II của trục nặng các đăng. Bề mặt này định vị được hai bậc tự do là các bậc chống xoay quanh trục oz và chống xoay quanh trục oy.
Mũi khoan được gắn lên ụ động của máy tiện, chi tiết quay cùng với mâm cặp.
TÀI LIỆU THAM KHẢO
1. Nguyễn Văn Bang – Nguyễn Bạch Liên – Tô Đức Long – Trịnh Chí Thiện
Kết cấu và tính toán ôtô – NXB GTVT – 1984
2. Nguyễn Hữu Cẩn – Phạm Đình Kiên
Thiết kế và tính toán ôtô máy kéo – NXB GD – 1996
3. Nguyễn Khắc Trai
Gầm xe con – NXB GTVT 2003
4. TS.Trần Vĩnh Hưng- KS.Nguyễn Văn Thiệp
Sử dụng AutoCad Mechanical 2002 Power Pack trong thiết kế cơ khí- Trung tâm công nghệ CAD/CAM-Trường ĐH Giao thông vận tải 2001
5. TS.Nguyễn Hữu Lộc
Thiết kế cơ khí với AutoCad Mechanical– NXB TP Hồ Chí Minh 2003
6. Trịnh Chất-Lê Văn Uyển
Tính toán thiết kế Hệ dẫn động cơ khí – NXB Giáo dục 2001
7. Nguyễn Trọng Hiệp
Chi tiết máy– NXB Đại học và giáo dục chuyên nghiệp 1970
8. GS.TS. Nguyễn Đắc Lộc
9. PGS.TS. Lê Văn Tiến
10. PGS.TS. Ninh Đức Tôn
11. PGS.TS. Trần Xuân Việt
Sổ tay công nghệ chế tạo máy
12. GS.TS. Trần Văn Địch
Thiết kế đồ án công nghệ chế tạo máy– NXB Khoa học và kỹ thuật
Liên hệ báo giá và tư vấn kỹ thuật về sửa chữa thay thế trục các đăng xe ô tô
Cố vấn dịch vụ: 03.48.68.87.68
Tư vấn kỹ thuật: 09.62.68.87.68
Mọi tư vấn về Hệ thống truyền động trên ô tô của chúng tôi là hoàn toàn miễn phí
Gara Ô Tô Mỹ Đình THC – “HƠN CẢ SỰ MONG ĐỢI …”
Địa chỉ: Số 587&589 Phúc Diễn, Xuân Phương, Nam Từ Liêm, Hà Nội