Trên hầu hết các dòng xe ô tô đều có chi tiết trục láp khi nói về vấn đề kỹ thuật của xe ô tô người ta cũng thường hay nói về chi tiết trục láp hay cây láp, các hư hỏng của xe ô tô người ta cũng hay nói về dạng hư hỏng như gẫy trục láp, cong trục láp. Như vậy trục láp xe ô tô là gì ? nó có cấu tạo như thế nào, tác dụng của nó là gì ? hãy cùng Trung Tâm Kỹ Thuật Ô Tô THC tìm hiểu về trục láp hay cây láp của xe ô tô
Trục láp là gì ? Cây láp là gì ?
Trục láp hay còn gọi là cây láp là chi tiết dạng trụ dài 1 đầu lắp vào bánh xe, moay ơ 1 đầu lắp vào hộp số phụ của xe ô tô. Trục láp là bộ phận dùng để truyền mô men xoắn từ truyền lực chính đến bánh xe chủ động. Sử dụng cho loại xe có hệ thống treo phụ thuộc, cầu liền. Truyền mô men xoắn từ cơ cấu vi sai tới bánh xe chủ động.
Trục láp là một thành phần quan trọng trong hệ thống truyền động của xe ô tô và các phương tiện khác. Nó thường được sử dụng để truyền động từ hộp số đến bánh xe hoặc các bộ phận khác của hệ thống.
Trục láp thường được sử dụng trong các hệ thống dẫn động cầu sau và cầu trước của xe ô tô. Nhiệm vụ chính của trục láp là truyền động quay từ hộp số hoặc hộp truyền đến bánh xe, cho phép xe di chuyển. Trục láp cũng có khả năng chịu tải trọng và chịu áp lực từ bánh xe khi xe di chuyển.
Trục láp bao gồm các thành phần chính như trục chính, bi moay ơ và các bộ phận kết nối. Trục chính là trục chính được lắp vào các vòng bi và nối với các bánh răng hoặc phần truyền động khác. Bia moay ơ là nối trực tiếp với bánh xe và truyền động quay từ trục chính đến bánh xe. Các bộ phận kết nối như các khớp nối, bạc đạn và bulong được sử dụng để gắn kết các thành phần và đảm bảo chuyển động nhất quán.
Trục láp thường được làm từ các vật liệu chịu lực như thép hợp kim, giúp tăng độ bền và độ cứng của trục. Ngoài ra, trục láp còn được bảo vệ bởi các hệ thống bôi trơn và vòng đệm để giảm ma sát và đảm bảo hoạt động êm ái và hiệu quả.
Chính vì vậy trục láp chịu điều kiện làm việc vô cùng khắc nhiệt, tải trọng lực tác dụng lên trục láp là rất lớn. Nếu trục láp được chế tạo bởi vật liệu không tốt sẽ nhanh chóng bị hư hỏng hơn thế nữa khi trục láp xe ô tô bị hư hỏng sẽ làm cho hệ thống các chi tiết liên quan sẽ hư hỏng ngay lập tức như moay ơ, hộp số phụ… ngoài ra khi bạn đang lái xe trên đường xảy ra tình trạng trục láp bị hỏng sẽ vô cùng nguy hiểm
Vì nguyên lý hoạt động của nó nên trong tiếng anh thì trục láp được sử dụng là cụm từ Drive axles hay Drive Shaft nếu dịch theo nghĩa đen tức là trục truyền chuyển động hay trục cầu xe
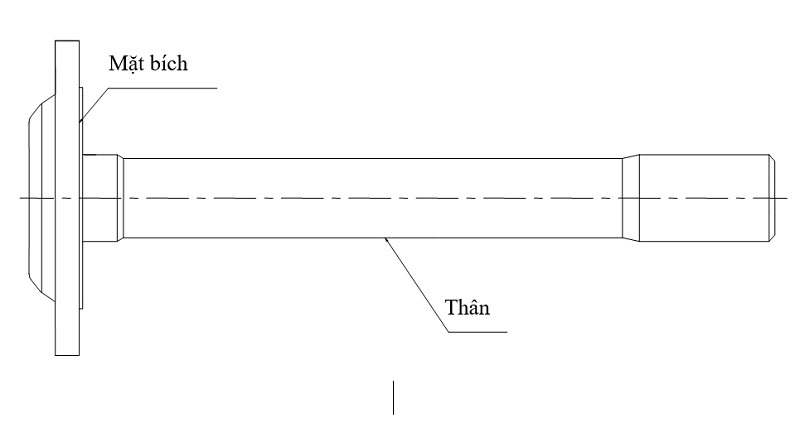
Cấu tạo của cây láp, trục láp
+ Phần thân: Có dang trụ dài, một đầu được phay then hoa phân đều nhau trên toàn bộ trục để lắp ghép với bánh răng trong cầu chủ động, dạng răng của then hoa trong mối ghép này chủ yếu là dạng răng hình thang.
+ Phần tán trục: Còn gọi là mặt bích có dạng đĩa tròn trên có khoan lỗ lắp bu lông để bắt chặt với moay ơ bánh xe.
Yêu cầu kết cấu & vật liệu chế tạo trục láp – cây láp
Trục láp (cây láp) luôn chịu tải trọng động, tải trọng thay đổi của xe và hàng hoá, điều kiện khai thác ảnh hưởng tới các yếu tố như mô men xoắn, lực dọc trục. Nên để đảm bảo cho sự làm việc của trục láp (cây láp), yêu cầu về kết cấu cũng như về cộng nghệ của trục láp (cây láp) phải đạt được những tiêu chuẩn về công nghệ như sau:
- Yêu cầu kết cấu
+ Có độ bền, độ cứng và chịu mòn cao. Các bề mặt làm việc của then hoa cần đạt độ chính xác gia công và độ bóng cao.
+ Các mối hàn phải chịu mô men xoắn, uốn, đủ bền.( nếu sử dụng phương pháp hàn tán vào trục ).
+ Chịu được tải trọng động, dao động trong quá trình xe chạy.
+ Giá thành chế tạo rẻ.
Do những yêu cầu về kết cấu và tiêu chuẩn về công nghệ nên vật liệu chế tạo chi tiết và yêu cầu kỹ thuật được chọn làm sao để đáp ứng được với độ bền cũng như ổn định trong quá trình làm việc.
- Vật liệu chế tạo
+ Thường vật liệu chế tạo trục láp (cây láp) là thép cán hoặc rèn, thép các bon trung bình và thép hợp kim 40Cr ; 40Cr-Ni … hoặc thép hợp kim thường 30, 40.
+ Thường dùng vật liệu là thép hợp kim do đặc tính công nghệ cao hơn thép các bon.
Các thông số kỹ thuật và yêu cầu kỹ thuật của trục láp – cây láp
Thông số kỹ thuật và yêu cầu kỹ thuật là 2 yếu tố quan trọng nhất về chất lượng của chi tiết trục láp – cây láp
- Các thông số kỹ thuật của trục láp – cây láp
Bao gồm các bề mặt lắp ghép như phần then hoa phải được gia công đạt độ cứng và độ bóng cao đảm bảo yêu cầu làm việc.
Lỗ tán trục để nối bu lông với moay ơ bánh xe chịu mô men xoắn lớn do vậy cần phải được gia công đúng yêu cầu kỹ thuật.
Ngoài ra còn kể đến ngõng trục để lắp gép với vòng bi cung phải được gia công đúng yêu cầu kỹ thuật.
- Yêu cầu kỹ thuật trục láp – cây láp
Để có thể làm việc ổn định và dài lâu trong quá trình khai thác. Khi chế tạo trục láp (cây láp) cần phải đảm bảo các yêu cầu kỹ thuật sau:
1. Vật liệu chế tạo: Thép 40 X, 40, 40 P, 40 XRTP, 35 XRC, 30 XRC A.
2. Nhiệt luyện: Sau tôi và ram, độ cứng của thân trục láp (cây láp) phải đạt từ (30 -39) HRC, của mặt then hoa đạt từ (40 – 47) HRC. Đối với loại trục láp (cây láp) được tôi cao tần độ cứng mặt ngoài phải đạt từ (45 – 55) HRC, phần trong lõi từ (155 – 241) HB độ sâu thấm tôi đạt từ (3 – 6) mm. Độ cứng của mặt bích không nhỏ hơn 23 HRC.
3. Tổ chức kim loại của trục láp (cây láp):
Sau khi nhiệt luyện và điều chất xong phải có lớp hoá cứng sau khi ram là trustit – xooc bít phần trong lõi (từ tâm đến 3/4 bán kính vòng tròn do chân then hoa tạo thành) cho phép có pheclít.
4. Độ bóng:
- Độ bóng mặt trong của mặt bích không được nhỏ hơn 5.
- Độ bóng phần thân (trừ đoạn lắp ghép) phải đạt 3 hoặc không gia công.
- Độ nhẵn của mặt định tâm ở vòng đỉnh then hoa không < 7.
- Độ nhẵn của mặt chân và 2 bên then hoa không < 5.
- Độ nhẵn phần cổ trục lắp ghép với ổ và phớt không < 7.
5. Mặt trong của mặt bích phải vuông góc với đường tâm của trục láp (cây láp), độ đảo của vòng ngoài mặt đầu của mặt bích < 0,1mm.
6. Độ đảo hướng tâm của mặt định tâm ngoài và trong của then hoa đối với đường tâm trục không được lớn hơn 0,2 mm.
7. Độ đảo hướng tâm của mặt thân ở đoạn giữa trục so với đường trục không lớn hơn 1,8mm.
8. Sai lệch của khoảng cách tâm giữa 2 lỗ bắt bu lông trên mặt bích không lớn hơn 0,12 mm.
9. Bề mặt của trục láp (cây láp) sau gia công cơ khí không được có các khuyết tật như gấp nếp, lõm, vẩy đen, nứt, vết dập, vết xước vv.
10. Phần giữa của trục láp (cây láp) không gia công cho phép có vết do mài để tẩy ba via, tẩy vết nứt, vết dập, vết xước. Trên cùng 1 mặt cắt ngang không có 2 vết mài có 2 mặt mài giáp nhau có 1 góc nhọn.
Các dạng hư hỏng và nguyên nhân gây hư hỏng trục láp – cây láp
- Các dạng hư hỏng của trục láp – cây láp
Khi tháo cây láp ra kiểm thấy những dạng hư hỏng phổ biến của cây láp đó là:
1. Lồi lõm, xước, toét, bề mặt tán trục.
2. Trục bị cong ( đối với trường hợp trục láp (cây láp) chịu tải trọng).
3. Mặt tán trục bị vênh.
4. Mòn các then hoa.
- Nguyên nhân hư hỏng của trục láp – cây láp
Trong quá trình làm việc do trục láp (cây láp) chịu tác dụng của tải trọng động và mô men xoắn nên cây láp cũng rất dễ bị hư hỏng nếu không gia công đúng yêu cầu kỹ thuật.
Việc bôi trơn tương đối khó khăn nên hay xảy ra mài mòn ở các bề mặt ma sát như phần then hoa.
Việc bôi trơn kém cũng gây ra mòn các bề mặt lắp ghép bằng bu lông phần tán trục.
Ngoài ra do lâu ngày dễ sinh ra độ dơ gây tải trọng động làm toét lỗ tán hay cong vênh tán trục do các chi tiết chế tạo không chính xác, lắp ghép không chuẩn, vật liệu kém…
Các biện pháp gia công phục hồi các hư hỏng cây láp
Với các hư hỏng của cây láp thì có các cách gia công phục hồi khác nhau. Sau đây chúng tôi sẽ giới thiệu các bạn
- Cong thân trục láp:
Để phục hồi tình trạng cong thân trục láp chúng ta thực hiện phương pháp ép bằng búa hơi.
- Cong vênh, toét tán trục láp:
Để phục hồi tình trạng trục láp bị cong vênh, toét phần tán thì tiến hành các phương pháp gia công như: nắn sửa cong vênh, hàn đắp, tiện lại và khoan lỗ tán.
- Mòn, gãy then hoa:
Để phục hồi phần then hoa của trục láp bị mòn hay gãy thì tiến hành gia công tiện bỏ phần then hoa cũ, hàn đắp sau đó phay lại then hoa.
- Mòn các then hoa ở đầu trục láp
– Làm sạch các mặt then hoa cho tới khi thấy rõ ánh kim loại (bàn chải thép).
– Hàn đắp đoạn trục then hoa.
– Kiểm tra mặt lỗ tâm, cần thì sửa lại.
– Tiện đoạn trục vừa đắp.
– Phay then hoa.
– Làm nhẵn các cạnh sắc và sạch mạt kim loại.
– Tôi then.
- Mòn lỗ côn trên trục cây láp
– Hàn đắp đầy các lỗ mòn.
– Kiểm tra độ đảo của trục láp (cây láp), cần thì nắn sửa.
– Tiện khoả hai mặt đầu tán trục.
– Khoan và khoét vát mép lỗ 39 độ
Các phương pháp phục hồi trục láp – cây láp
Hiệu quả và chất lượng phục hồi chi tiết phụ thuộc một cách đáng kể vào phương pháp công nghệ được sử dụng để gia công. Hiện nay có nhiều phương pháp phục hồi chi tiết khác nhau cho phép không chỉ hoàn trả các hình dạng và tình trạng kỹ thuật ban đầu mà còn có thể đạt được chất lượng tốt hơn chi tiết nguyên thuỷ. Để phục hồi trục láp (cây láp) ta có thể sử dụng một số phương pháp sau:
- Phương pháp kích thước sửa chữa
Để phục hồi người ta sử dụng rộng rãi các dạng gia công cơ như: khoan, tiện, phay … Gia công chi tiết dưới kích thước sủă chữa được sử dụng rộng rãi để phục hồi các chi tiết của ôtô.
Phương pháp này có ưu điểm:
– Qui trình công nghệ và trang thiết bị sử dụng đơn giản.
– Hiệu quả kinh tế cao.
– Duy trì tính lắp lẫn của các chi tiết trong giới hạn của kích thước sửa chữa nhất định.
Tuy nhiên phương pháp này còn tồn tại một số nhược điểm sau:
– Làm tăng danh mục của phụ tùng thay thế
– Làm phức tạp các quá trình ghép bộ các chi tiết, lắp cụm và bảo quản chi tiết.
– Ngoài việc thay đổi kích thước làm giảm một cách đáng kể thời hạn phục vụ của chi tiết.
- Phương pháp sử dụng chi tiết phụ
Sử dụng chi tiết phụ nhằm mục đích bù hao mòn của các bề mặt làm việc của chi tiết cũng như thay thế các phần bị hao mòn hay bị hư hỏng của nó. Sử dụng phươg pháp này có ưu điểm sau:
Qui trình công nghệ và trang thiết bị đơn giản, có thể phục hồi lại nguyên hình dạng và kích thước của chi tiết lẫn đặc tính kỹ thuật của chi tiết, tuy nhiên nó cũng có một số nhược điểm là chi phí vật liệu lớn để chế tạo các chi tiết sửa chữa phụ, ngoài ra có nhiều trường hợp đưa đến làm giảm độ bền cơ học của chi tiết phục hồi và làm phức tạp trong lắp lẫn.
- Lựa chọn phương pháp phục hồi
Phương pháp và quy trình công nghệ phục hồi chi tiết đóng vai trò không nhỏ trong việc nâng cao độ tin cậy và tuổi thọ của ô tô. Giải quyết tốt vấn đề phục hồi có ý nghĩa to lớn trong nền kinh tế quốc dân đặc biệt là với công tác sửa chữa của các xí nghiệp sửa chữa.
Việc lựa chọn phương pháp phục hồi phụ thuộc vào đặc điểm kết cấu công nghệ và điều kiện làm việc của chi tiết, giá trị hao mòn, các đặc điểm của công nghệ phục hồi có ảnh hưởng quyết định đến tuổi thọ chi tiết và giá thành phục hồi.
Với trục láp (cây láp) có đặc điểm kết cấu và điều kiện làm việc như đã trình bày ở trên. Để đảm bảo được yêu cầu kỹ thuật đặt ra và đơn giản trong quá trình sửa chữa, đồng thời đảm bảo tuổi thọ cần thiết và giá thành sửa chữa nhỏ nhất ta chọn phương pháp phục hồi trục láp (cây láp) theo phương pháp kích thước sửa chữa và thông thường tiến hành hàn đắp sau đó tiến hành khoan hoặc khoét, tiện và phay.
Quy trình công nghệ phục hồi trục láp – cây láp
Trục láp (cây láp) thuộc nhóm thanh tròn, bề mặt định vị và kẹp chặt trong quá trình gia công chủ yếu là phần thân, việc sửa chữa thường bắp đầu nguyên công kiểm tra sửa chuẩn và kết thúc bằng nguyên công kiểm tra. Máy gia công chính là máy tiện và máy khoan, mài. Quy trình công nghệ phục hồi cây láp như sau:
| Thứ Tự | Tên nguyên công | Dụng cụ |
| 1 | Làm sạch lỗ tâm | Máy tiện 1K62 |
| 2 | Nắn sửa cong | Khối V, máy ép thuỷ lực 20 tấn |
| 3 | Hàn bề mặt tán trục, các lỗ trên tán trục | Máy hàn tự động. |
| 4 | Tiện khoả mặt tán trục | Máy tiện, mũi tâm, tốc truyền,dao |
| 5 | Khoan, khoét và vát mép lỗ tán trục. | Máy khoan cần |
| 6 | Làm sạch các mặt then hoa | Bàn chải thép |
| 7 | Hàn đắp đoạn trục then hoa | Máy hàn ngầm |
| 8 | Kiểm tra hai lỗ tâm | thiết bị chuyên dùng |
| 9 | Tiện đoạn trục vừa hàn đắp | Máy tiện 1K62 |
| 10 | Phay then hoa | Máy phay 6H82 |
| 11 | Tôi bề mặt then hoa | Dòng điện cao tần |
| 12 | Mài then hoa | Máy mài |
| 13 | Tổng kiểm tra. | Thước cặp, đồng hồ so… |
Liên hệ báo giá chi tiết & tư vấn kỹ thuật về phục hồi, sửa chữa, thay thế trục láp – cây láp ô tô
Cố vấn dịch vụ: 03.48.68.87.68 – Tư vấn kỹ thuật: 09.62.68.87.68
Mọi tư vấn và báo giá cây láp của xe ô tô là hoàn toàn miễn phí
Gara Ô Tô Mỹ Đình THC – “HƠN CẢ SỰ MONG ĐỢI …”
Địa chỉ: Số 587&589 Phúc Diễn, Xuân Phương, Nam Từ Liêm, Hà Nội